



The common Flat Band is an old stand-by configuration that was originally developed to make seals with widths wider than that which could be made with round wire. In most applications, the Flat Band has been replaced by the Tapered-edge Band or the Reflex Band. The Flat Band has the major disadvantage of sharp square edges that cut into and weaken the film along the edge of the seal. Failures of this kind are called “zipper failures”; the seal itself is well secured and appears good, but the package is dangerously weakened.
Components Product Descriptions
T◆O◆S◆S® Heat Seal Jaw Bars
T◆O◆S◆S® Jaw Bars can be custom made to lengths less than 3" and more than 240".

Heatseal Jaw Design
How to make a functioning Heat Seal Jaw?
Pre-engineered, extruded aluminum, heatseal jaw bars from T◆O◆S◆S assure the precision straightness and uniformity required for making perfect seals. Single lengths are available up to twelve feet and can be connected easily for longer applications. T◆O◆S◆S custom jaw bars are available with water-cooling capabilities and jaw end blocks designed to provide convenient mounting, tensioning, and electrical connection for heatseal bands of any length or size.
Heatseal jaw design is relatively simple. It is made even easier by the use of T◆O◆S◆S components that are available to facilitate the construction.
Good sealing depends upon equal and even contact between the jaws for the full length of the jaws.
Sealing is accomplished when the seal area cools, therefore, the ability of the jaw bar to absorb heat is important (See STEP 3. Modes of Sealing). Aluminum is usually used in Heatseal Bars because it has a high specific heat and thermal conductivity as well as being light and easy to machine. Jaw Bars offered by T◆O◆S◆S include a cooling passage for the full length of the jaw bar. In most cases it is not needed, but additional cooling can shorten the cycle time by one or more seconds. This time saving can be very important in high speed production.
The quality of a seal is directly dependent upon the design and precision of the Jaw Bar Assembly. The old adage " form follows function" is very apropos in the case of the T◆O◆S◆S Jaw Bar Assembly design.
To be fully effective, the Jaw Bar Assembly:
- Must be straight and true with tolerances that are tighter than commercial bar material.
- Must have sufficient mass to absorb waste heat in the cooling process. May require a cooling water passage in applications that are high speed or high temperature.
- Must have a tensioning system that is electrically insulated and have sufficient force and travel to assure that the heatseal band remains taut when expanded.
- Must have a tensioning system that is "Error proof" to assure proper tension when heatseal bands are replaced and must have rugged low resistance terminals for power connections.
- Must have a means to retain the underlayment and rubber facing on the sealing faces of the bar

T◆O◆S◆S Jaw Bar Assemblies include a basic Jaw Bar, Jaw End Blocks, and Heatseal band. They, very conveniently, are built to meet all of the design criteria that are mentioned above.
Jaw Bar Dimensions
The basic aluminum jaw bar material is custom extruded by T◆O◆S◆S to assure precision straightness and uniformity. Available in up to twelve foot lengths (we can machine connections to yield longer bar systems), the extruded shape provides a water passage for use in the event it is needed. The sealing face of the jaw has a retaining recess for the insulating underlayment (Durit) that is situated beneath the heatseal band or the silicone rubber Jaw Form Strip that is used on the opposing jaw.
Jaw bars are fabricated to the length required for the individual application.

Jaw End Blocks
Tensioning and electrical connection to the heatseal band is accomplished by the T◆O◆S◆S Jaw End Blocks. These Jaw End Blocks are designed to interface with the Jaw bar at its ends. They are molded of temperature resistant polymer and have tensioning springs built in. They are attached by a threaded screw that is an integral part of the Jaw End Block assembly. The blocks also have the screws needed to attach the heatseal band and the power wires. An important part of the Jaw End Block design is an alignment pin that holds the heatseal band in position, facilitates band attachment, and assures that the band is properly positioned and tensioned.

Jaw Bars and Watercooling
To cool or not to cool, this is sometimes the question. Some systems use water-cooled jaws as a means of maintaining the jaw at a relatively constant temperature. These systems then, may demand an excessive amount of energy to overcome the heat loss into the cooled jaw. When a water chiller is utilized, excessive cooling is often the case. Cooling below the dew point will result in undesirable moisture condensation on the jaws, particularly in humid environments.
When using high response temperature control, the controller supplies only enough heat to make the seal. Much of the heat is carried away by the material that has been sealed, the remainder is not too great and will be absorbed by the mass of the aluminum Heatseal Jaw Bar. If the jaw bar gets warmer during prolonged operation, the controller will continue to sense only the actual temperature of the Heatseal Band and will automatically reduce the amount of energy to the band; thereby assuring that the band temperature during each impulse cycle is always the same.
When doing impulse sealing at high speeds, 50-60 or more seals per minute, cooling of the Heatseal Jaws can be helpful in accelerating the cooling cycle. This reduces the time required for the seal to set and permits operation at higher speeds. Some polymeric materials, like polypropylene, may become brittle when cooled too rapidly. It is, therefore, important to know the character of the film before developing a processing protocol for sealing it. The skillful use of water that is temperature controlled can be a valuable aid when the investment is justified by greater productivity. A cooling passage is included in T◆O◆S◆S Heatseal Jaw Bars as a standard feature. It is there if it is needed.
In any event, if one elects to use cooling water, it is imperative that the Heatseal Jaw not be over-cooled. A carefully calculated balance must be maintained between the time required to heat the seal and the time required to cool it.
Air cooling is occasionally employed to accelerate the cooling of the heat sealed material. This technique is more often utilized to cool seals that have been made by the constant heat mode.

T◆O◆S◆S Alloy-20® Straight
Impulse Heat Seal Band Selection
T◆O◆S◆S Alloy-20® Impulse Heatseal Bands are available in over 350 styles, shapes and sizes. Custom designed for any application, new or existing, T◆O◆S◆S Alloy-20 Impulse Heatseal Bands are longer lasting and provide for effective sealing at optimum speeds. T◆O◆S◆S ’s Norex® Impulse Heat Seal Bands are ideal for sealing applications that require a minimal amount of heat seal band expansion.
Ideal impulse heat seal band selection is a function of many variables including material composition, material thickness, heat absorption of the jaw, and the nature of the cover strip used over the heat seal band. In general, the thicker the material to be sealed, the thicker the heat seal band that should be used. Most materials, 1 mil to 6 mil can be sealed efficiently with heat seal band in the thickness range of 0.1 mm to 0.25 mm. With very thick seals (multi-layers to totals of 15 mils or more) it may be well to use thicker bands or consider the possibility of applying heat from both sides.


Heat Seal Band Information

Sealing
Flat Band

Tapered Edge Band

This band, usually called Tapered Band, is the contemporary version of the Flat Band. On this band the edges have been tapered down to a very thin edge. This produces two advantages. The tapering removes the sharp outer edge that cuts into the film while heating. It also acts to reduce the temperature of the band along its outer edges. Without a tapered edge the band will cut into the film along the edge of the seal and weaken the package.
Reflex Band

This is an excellent band for thick materials, hard to seal materials, and vacuum packaging. Because of the convex configuration of the band, it only makes edge contact with the underlayment backing. This limited contact minimizes heat loss and provides more energy for the sealing of the film. The Reflex Band is also excellent for liquid sealing because the convex face acts to squeeze the liquid out of the seal zone as the seal is made.
Double Seam Band

The Double Seam Band is used to make two perfectly parallel narrow seals. Double seams, although rarely needed, produce the impression of greater integrity. They are useful in sealing liquids or other hard to seal materials.
Seal Cutting
Beaded Band

This very popular band is used for cutting the film layers and concurrently sealing along both sides of the cut line. It is made with tapered edges as well and comes in a wide variety of sizes. The space behind the bead does not come in contact with the underlayment backing material. As a result heat is not lost from the beaded area; the bead becomes hotter than the adjacent edges, thereby, effecting a cutting action without overheating the sealed edges of the film.
T-Profile Band

This band, available in four (4) sizes, is made from solid extruded stock. It has a greater mass per unit of length than the Beaded Band and a sharper cutting edge. It is relieved in the back to minimize contact with its underlayment backing. This band retains its heat and is excellent for concurrently sealing and cutting multi-layers of film or thick film.
Custom Seal-Cut Band (CSC)

This special band is a combination of a Tapered Band and a Cutting Wire and is custom made to suit the specific needs of the application. The cut wire can be placed on the centerline of the band or along one edge, depending upon the desired result. (This technique of attaching a cutting wire can also be used on our T◆O◆S◆S custom contoured bands).
Trim Band

Not unlike the T-Profile band, the trim band is drawn from solid stock. Offered in three (3) different sizes its cutting edge is formed on the very edge of the band. This band functions well to seal and trim the edge of thicker materials or multi-layers of material where a sharper cutting action is desired.
Cutting
Half Round Wire

Half round wire is another variation on the round cutting wire. Though rarely used, it is available in two (2) sizes and function much the same as the oval wire except that it has a better cutting action than the Oval Profile Wire.
Cutting Wire

Round cutting wire is often used as an inexpensive means of cutting of polymer films, these wires are available in sizes from 0.3 mm to 1.2mm both in rolls and made up into pre-cut lengths with, or without, copper plating at the ends. As with bands, best performance it is obtained with brass end connectors brazed to the ends. When cutting through two or more layers, the layers of film will be sealed with a very narrow seal along the edge.
Oval Profile Wire

The Oval Profile Wire, available in two (2) sizes is larger in cross section than the round Cutting Wire. It is most useful for making narrow seals on thick or stacked materials. It is not very effective as a cutting wire.
Selection of the best Heatseal Band for any given application involves several considerations. The band must be of the correct width and configuration to produce the desired seal or cut/seal. In addition, the band must be thick enough (have sufficient mass) to store the heat energy required for delivery to the material being sealed. When creating an impulse seal, it is desirable to terminate the heating cycle as soon as possible and begin cooling. Remember, the seal is not finally made until the seal area is cool enough to be dimensionally stable. If the Heatseal Band is too thick or the heat energy delivered is too great, the cooling time will be prolonged, thus prolonging the total cycle and limiting production rate.
T◆O◆S◆S Alloy-20® Custom Contoured
Impulse Heat Seal Band
Most believe that impulse heat sealing is limited to straight seams, which is simply not the case. In fact, with T◆O◆S◆S Technology, special shapes can be created to meet your unique sealing needs. You can design and develop almost any configuration for sealing plastic films and thin thermoplastic parts. Complex shapes with multiple-power feed tabs for equal heat distribution can be developed to meet your needs.
Some advantages of contoured impulse heat sealing are:
- Cost-effective, simple tools
- Virtually any type of shape and form is possible
- No pre-heating necessary (unlike with permanent heating)
- Exact and direct temperature control at the sealing point
Contoured Bands expand your horizon and are available in either T◆O◆S◆S Alloy-20® or Norex® Find out what can be done! Send your drawings and sketches today for a quotation on heat seal wires, rings, or shapes.
Remember... T◆O◆S◆S can supply your custom contoured heat-sealing elements or engineer your entire heat sealing system.



Plating of T◆O◆S◆S Alloy-20®
Impulse Heat Seal Bands
Plated impulse heat seal bands are subjected to both physical and thermal stresses caused by the repeated heating and cooling of the band and attendant expansion and contraction. This condition is exaggerated at or near the ends of the bands.
The "effective" portion of the band (the portion that is in contact with the work piece), will have heat drawn away by virtue of its contact with the relatively cool work piece. Conversely, the portion of the band that is not in contact with the work piece will tend to overheat. If the heatseal band creates a gap between the end of the Jaw Bar and the Jaw End Block, a small portion of the band will get very overheated.

This is a very common occurrence in bands that are not protected by the addition of a copper-plated heat sink at and near the ends of the band. Band breakage most commonly occurs near the end of the band.
Impulse heat seal band replacement and the machine operator’s down time can be substantially reduced by adding copper plating to the end of the band. Further, operating efficiency and band life can be prolonged by adding additional copper on the band that extends at least 0.25" into the "effective" portion of the band.
T◆O◆S◆S® Heat Seal Cover Materials
Pre-engineered, extruded aluminum, heatseal jaw bars from T◆O◆S◆S assure the precision straightness and uniformity required for making perfect seals. Single lengths are available up to twelve feet and can be connected easily for longer applications. T◆O◆S◆S custom jaw bars are available with water-cooling capabilities and jaw end blocks designed to provide convenient mounting, tensioning, and electrical connection for heatseal bands of any length or size.
Sealing is accomplished when the seal area cools, therefore, the ability of the jaw bar to absorb heat is important (See STEP 3. Modes of Sealing). Aluminum is usually used in Heatseal Bars because it has a high specific heat and thermal conductivity as well as being light and easy to machine. Jaw Bars offered by T◆O◆S◆S include a cooling passage for the full length of the jaw bar. In most cases it is not needed, but additional cooling can shorten the cycle time by one or more seconds. This time saving can be very important in high speed production.
T◆O◆S◆S Silicone with Self-Adhesive
Silicone Rubber
The T◆O◆S◆S Application Engineer will gladly help you choose the type of materials to use under your heat seal band. The face of the opposing jaw must be soft enough to deform and compensate for any deviation or deformation in the alignment or flatness of the face of the Heatseal Jaw. In addition, the jaw facing must be covered with PTFE-SA Tape to assure a clean release of the film after sealing. The jaw facing must also be hard enough to present a firm face so that the jaw force is directed principally on the band and not on the adjacent surfaces of the soft face. For general applications a strip of self-adhesive, 30° durometer silicone rubber, 2 mm thick and 15 mm wide is satisfactory.
Durometers of up to 60° Shore Hardness or Durit are often used for cutting and work well, even on thin films.

PTFE Cover Tapes
T◆O◆S◆S carries a large inventory of PTFE tapes. Rolls can be ordered in many widths and thicknesses. This PTFE Self Adhesive Tape is available in widths that match the jaw bar width. Its purpose is to come between the heat seal band and the layer of backing material. It is important to have PTFE materials on both sides of the heat seal band as during the heating cycle the band will grow and shrink and the non-friction surface of PTFE will help to keep the band from being damaged.

PTFE Cover Strip or Polyimide
PTFE Impregnated Fiberglass Tape
“PTFE Tape” is primarily used as a covering over Heatseal Bands to prevent the hot plastic material from sticking to the band as well as over the silicone elastomers on the opposing jaw. It is occasionally used as an electrical insulator between the Heatseal Band and the jaw when a minimum thermal insulation is desired. The proper selection of thickness and style is imperative if good consistent seals are to be obtained. Contact our Application Engineer to learn more and to design the perfect configuration for you.

Polyimide
The upper temperature limit for safe operation with most all PTFE coatings is 250°C as with all PTFE products. Polyimide is the cover material of choice if sealing temperatures exceed 250ºC. Polyimide has a non-stick surface which should be mounted facing the sealed goods.

Siglaha® or Durit®
Siglaha®
This material, pronounced sig-la-ha, is named as a contraction for “silicone-glass-hard”. It is 1 mm thick and available with a self-adhesive backing in standard widths of 12 and 15 mm. Other widths are available on special order. This material is a very good electrical insulator and a reasonably good thermal conductor. It is durable and works well for temperatures up to 280°C. It is often preferred for backing beneath Beaded Bands, T-Profile Bands, and Cutting Wires because it provides maximum hardness and support to enhance cutting action. It is hard enough to be surface ground after being adhered to the face of the jaw should such precision be necessary.
Durit®
Also available with self-adhesive backing, 1 mm thick, both 12 and 15 mm widths are standard. This material is available in other widths as well. Durit® is less hard and more pliable than Siglaha. It has an operating temperature range of up to 400°C, it is a good insulator, and has lower thermal conductivity than Siglaha® or Cover Strip. It is durable and a good choice for machines operating with long heating cycles or constant heat or where cool-down rate is not critical.

T◆O◆S◆S® Custom Sealing Presses
Fully Validatable Heat Sealer
Bench Top Press System Pw2000 Series
Safety and Precise Control
The 2000 Series Bench top Press is the perfect solution for low volume convenience packaging or as a development laboratory tool.
System includes a bench-top heat seal press and a Heat Seal Control Module. The system offers both safety and precision control of time, temperature, and pressure of the heat sealing cycle. The versatile T◆O◆S◆S® PIREG®-545 offers various sequence possibilities.
To ensure the versatility you need, the press can be fitted with virtually any heat seal band that may be required, either simple straight or more complex contoured bands. Two pressure regulators provide for a safety close at low pressure followed by high sealing pressure when the platen is essentially closed.

T◆O◆S◆S HLS & New RO-JET® Hot Air Sealers
With hot air a contact free and continuous sealing of thermoplastic films can be achieved. This procedure is particular suitable for mono films like polyethylene, but it can be applied as well with any other films (such as laminated films). In contrary to sealing by heating bands, width of sealing seams can be affected only little and is narrow (approx. 2 mm) due to material characteristics, but without restricting tensile strength of the seam.
For operation process, a constant speed of the film is required in order to create even processing conditions in the seam area. Special attention has to be payed to this aspect during intermittent operation.
Heart of the T◆O◆S◆S hot-air sealing unit is the air heater. A tubular heat conductor is equipped with combined connections at its ends for electric power as well as air supply. Along the heated tube body a number of bores is drilled. Electrical current flowing through the conductor will heat up the tube as well as the air passing through it. A precise temperature control will be obtained by changes in electrical resistance of the conductor (PIREG temperature controller). This low-inertia and sensor-free kind of control will allow significantly short warm-up times (< 2 s). Use of compressed air has a positive effect on the sealing seams, also the fan and heating coil being customary with conventional solutions become unnecessary. The system is completely resistant to compressed air outages. As a substitute for the longitudinal sealing bar of tubular bag machines, the device has to be located close to the format tube (see following illustration).

It turned out to be advantageous for sealing results if the film layers will be guided over an elevation within heating area. So-forced film movement is resulting in the desired effect of higher contact force. Anvil at the format tube, hold-down bars and heating element of the tube must be aligned exactly parallel and centrically.
The heating element support is mounted on a single-acting pneumatic actuator serving as a stopping device, which will, when pressurized during operation process, bring the heating element to film. In case of a machine’s stop the heating and compressed air supply will be deactivated and heating tube will be lifted up in order to reduce the influence of residual heat to film. Travel distance of this pneumatic actuator can be restricted by an adjusting nut accessible from outside.
For short breaks or for intermittent operation an interruption of the compressed air supply will be sufficient.
A short distance between the hot air tube and the film will be resulting in the highest effectiveness, while at the same time a direct contact strictly will have to be avoided, as otherwise plastic deposits on the tube will develop. The operation of hot air sealing units requires dry and filtered compressed air of 4 to 6 bars.

RO-JET® – The newest generation in hot air sealing units (patent pending)
In T◆O◆S◆S’s proven standard aluminum hot air housing, a totally redeveloped concept of air heating has been developed, allowing a considerably increased power density to be utilized. Higher processing speeds and/or higher film thicknesses can now be utilized.
Advantages of RO-JET compared to hot air sealing units of the T◆O◆S◆S HLS series are as follows:
- A constant temperature profile exists now across all nozzle openings.
- The entire flow field is available for sealing process.
- Laminar air flow conditions.
- Adjustments for performance requirements are practically unlimited due to quantity of nozzles.
- New RO-JET reaches required temperatures in less than 2 seconds.
- A significantly smaller gauge power cable is utilized.
- Longer service-life compared to conventional hot air tubes.
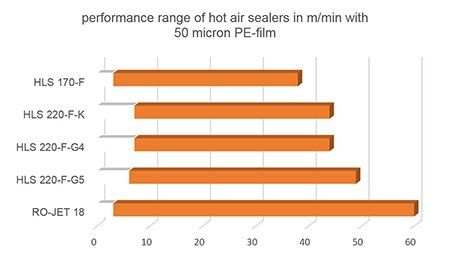
- Up to 240 feet/min heat sealing speed when using 40micron PE-film!
The heart of the T◆O◆S◆S hot-air sealing unit is the air heating tubes. This tubular heat conductor is equipped with combined connections at its ends for electric power connection as well as air supply connections. In the HLS Models, along the heated tube body, a number of bores are drilled. In the new ROJET model, there are independent hot air tubes for each air exiting nozzle. Electrical current flowing through the T◆O◆S◆S Alloy-20® air tubes will heat the tube up while passing air through it. Precise temperature control will be maintained by monitoring changes in the resistance of the T◆O◆S◆S Alloy-20® tube using our temperature controller. This low-inertia and sensor-free kind of control will allow significantly short warm-up times (< 2 s). Use of compressed air has a positive effect on the sealing seams, making the fan and heating coil found with conventional solutions unnecessary. The system is completely resistant to compressed air outages (lack of moving air is sensed by controller which immediately throttles back on current so as not to overheat the tube).
It is advantageous for the sealing results if the film layers are guided over an elevation within the heated area. This dimpled film movement results in the desired effect of higher air contact force.
Heating tube support is mounted on a single-acting pneumatic actuator serving as a stopping device, which will when pressurized during the operation process, move the air supply and the unit will be lifted up in order to reduce the influence of any residual heat to film. Travel distance of pneumatic actuator can be restricted by an adjusting nut accessible from outside.
All versions are equipped with a flow control valve; basic scope of supply contains a 5m connection cable. Some versions additionally come with a cooling air zone for quickly solidifying the welding seam after passing through the heating zone.
The following models are available to cover a variety of tasks in packaging machine construction:


HLS-220-F-K
Compact casing design, without cooling ait zone
(PDF, 173 KB)

HLS-220-F-G4
Large casing design, especially for vertical tubular bag machines, incl. cooling air zone
(PDF, 188 KB)

T◆O◆S◆S® Continuous Band Sealer
Wow! Here's another one. A T◆O◆S◆S Continuous Band Heat Sealer that just won't quit. Mount this heat sealer on virtually any machine that needs a continuous high quality heat seal.
Driven by a mechanical link to the basic machine, or by servo motor, this constant heat seal device includes a pneumatic retract to avoid overheating in the stand still condition. Suitable for laminated heat seal films and also PE when provided with extended cooling section.

Specifications:
- Power: 230 VAC, 1200 Watts
- Heat seal width: 4-10mm
- Film speed: up to 100 Feet/Minute

T◆O◆S◆S® Current Transformers
T◆O◆S◆S® Supplies – Jaw Bar Designs
Example #1
To cool or not to cool, this is sometimes the question.
Below is an image of T◆O◆S◆S® Machine Components four possible configurations of high response impulse heat seal jaw bar designs.

T◆O◆S◆S® Heat Seal Power Transformers
T◆O◆S◆S Heatseal Power Transformers are designed and built to mate with PIREG® Impulse Heat Seal Temperature Controllers. It is important to use a properly designed transformer because the performance of the sealing system depends upon the correct selection and use of each component in the system. The Secondary Voltage selected will affect the rate of heatseal band temperature rise from the moment of impulse until reaching the selected set point temperature. This rate of rise should not exceed 1oC/mSec.
For More Information see 9 Steps to Heat Sealing Perfection: Step 8 - Transformer Selection


Voltage Selection
T◆O◆S◆S Power Transformers are supplied with terminal blocks or 24-inch lead wires to facilitate installation. Each terminal or lead is identified as follows:
Input Side
Hl,H2,H3,H4 are the Primary connections
Output Side
X - Secondary voltage Common
1 - Lowest Secondary voltage tap
2 - Medium Secondary voltage tap
3 - Highest Secondary voltage tap
Additional Voltage Selections
Additional voltage selections may be obtained by connecting at any two of the Secondary connections (#1,2, or 3).
EXAMPLE: If the transformer is specified as 220/12,30,36 you will get 12V, 30V, or 36V by connecting across "X" and “1”, “2”, or “3” respectively. However, you can also get 24V by connecting at “1” and “3” (36-12= 24). Similarly, the transformer specified above can be used for 12V, 18V, 24V, 30V, or 36V. CAUTION: It is not recommended to configure a secondary voltage that is lower than the lowest voltage tap on the transformer. (On a 12,16,20 transformer, do not try to achieve 8 Volts by going between 20 & 12)
NOTE: Only two of the Secondary leads can be used at any one time. The others must be capped off.
Start-Up
Inspect the wiring to be sure that all connections to the transformer, the heatseal jaw and the controller are all very tight. Loose connections will cause erratic results.
Connect the transformer using one of the lower tap selections and try the system. The response of the controller may be slow. If so, set-up the voltage until the response is fast enough to produce the desired result. CAUTION: Take care not to exceed the 1˚C /mSec limit.
Grounding the Transformer
To properly ground the transformer the following instructions can be used: Remove one of the bottom screws connecting the mounting brackets and the laminations. Remove and discard (2) nylon shoulder washers. Obtain a Grounding Wire (Green #12AWG stranded wire with #10 Ring terminal crimped on both ends). Place a #10 washer on the screw, place the ring terminal on the screw, and then replace the bracket using screw and nut to hold the assembly tight together.
When the transformer is installed the grounding wire must be firmly attached to the machine frame or other electrical ground.
Choosing the Correct Transformer
We recommend that you always contact our Applications Engineers to determine the correct size for your transformer. Factors that are taken into consideration are the size of your heat seal band, number and types of bands being heated, cycle timing, desired heat-up times, & incoming house voltage.


Share On: